










契約を遵守し、市場の要求に準拠し、高品質で市場競争に参加するだけでなく、クライアントが大きな勝者になるために、より包括的で優れたサービスを提供します。会社の追求は、2019年の新しいスタイルの波形冷間ロール鋼屋根パネルロール成形機に対する顧客の満足です。私たちの努力とともに、当社の商品はバイヤーの信頼を獲得し、国内外で同様に非常に販売可能です。
契約を遵守し、市場の要求に準拠し、高品質で市場競争に参加するだけでなく、クライアントが大きな勝者になるために、より包括的で優れたサービスを提供します。会社の追求はお客様の満足です中国タイル製造機とタイル機械、当社はお客様の購入コストを削減し、購入期間を短縮し、商品の品質を安定させ、お客様の満足度を高め、Win-Winの状況を達成するために最善を尽くすことを保証します。
*詳細
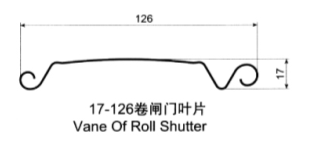
このロール成形機は、ロール成形技術により同期成形方式でローラーシャッタードアを製造します。コンピュータ制御システム、油圧シャーリング、自動計数システムにより、全自動で生産されます。ロールフォーミング方式により、滑らかでフラットなパネル表面を実現します。 Xinnuo は経験豊富な設計チームのサポートを受けて、効率的なカスタマイズ サービスを提供します。パネルの幅、厚さ、外観に関するカスタマイズ要件はここで満たされます。
*特徴
a.ロールフォーマーのせん断速度は最大10~16m/minです。上部のロールは自動的に修正されるため、システムは高速でも問題なく動作します。
b.シャーリングシステムにはパンチング装置が装備されています。ロールフォーマーの最大許容せん断厚さは最大 1.2mm ですが、一般的な機械のせん断厚さは通常 0.6mm 以下です。
C. 顧客の要件に応じてカスタマイズ可能
*仕様
| 制御システム | PLC カラータッチスクリーン |
| メインフレーム | 18mm鋼溶接 |
| 主電源 | 3kw |
| ポンプパワー | 3kw |
| 力 供給 | 380V、三相、50Hz またはいずれか |
| 成形速度 | 8-16メートル/分 |
| ロールステーション | 14 スタンド |
| シャフト径 | 50-70mm |
| 送り厚さ | 0.3~1.2mm |
| カッター標準 | GCr12 |
| ローラー標準 | 45# メッキCr |
※詳細写真



*応用


 契約を遵守し、市場の要求に準拠し、高品質で市場競争に参加するだけでなく、クライアントが大きな勝者になるために、より包括的で優れたサービスを提供します。会社の追求は、2019年の新しいスタイルの波形冷間ロール鋼屋根パネルロール成形機に対する顧客の満足です。私たちの努力とともに、当社の商品はバイヤーの信頼を獲得し、国内外で同様に非常に販売可能です。
契約を遵守し、市場の要求に準拠し、高品質で市場競争に参加するだけでなく、クライアントが大きな勝者になるために、より包括的で優れたサービスを提供します。会社の追求は、2019年の新しいスタイルの波形冷間ロール鋼屋根パネルロール成形機に対する顧客の満足です。私たちの努力とともに、当社の商品はバイヤーの信頼を獲得し、国内外で同様に非常に販売可能です。
2019年の新しいスタイル中国タイル製造機とタイル機械、当社はお客様の購入コストを削減し、購入期間を短縮し、商品の品質を安定させ、お客様の満足度を高め、Win-Winの状況を達成するために最善を尽くすことを保証します。




♦ 会社概要:
河北新納ロール成形機有限公司は、さまざまな種類のプロ仕様のロール成形機を製造するだけでなく、インテリジェント自動ロール成形生産ライン、C&Z形状プルラインマシン、高速道路ガードレールロール成形機ライン、サンドイッチパネル生産ライン、デッキも開発しています。成形機、ライトキール機、シャッタースラットドア成形機、縦樋機、側溝機など
金属部品をロール成形するメリット
プロジェクトにロール成形を使用すると、次のような利点があります。
- ロールフォーミングプロセスにより、パンチング、ノッチング、溶接などの作業をインラインで実行できます。人件費と二次作業にかかる時間が削減または排除され、部品コストが削減されます。
- ロールフォームツーリングにより、高い柔軟性が実現します。 1 セットのロール フォーム ツールで、ほぼあらゆる長さの同じ断面を作成できます。さまざまな長さの部品に複数のツールセットを使用する必要はありません。
- 他の競合する金属成形プロセスよりも優れた寸法制御が可能です。
- プロセスには再現性が備わっており、ロール成形部品を完成品に簡単に組み立てることができ、「標準」公差の増加による問題を最小限に抑えることができます。
- ロール成形は通常、より高速なプロセスです。
- ロールフォーミングはお客様に優れた表面仕上げを提供します。このため、ロールフォーミングは、装飾的なステンレス鋼部品や、陽極酸化や粉体塗装などの仕上げが必要な部品にとって優れた選択肢となります。また、成形中にテクスチャやパターンが表面に巻き込まれる可能性があります。
- ロール成形は、他の競合プロセスよりも効率的に材料を利用します。
- ロール成形形状は、競合プロセスよりも薄い壁で開発可能
ロール成形は、連続した一連の組み合わせロールを使用して板金を設計された形状に変換する連続プロセスであり、各ロールは形状に段階的な変更のみを加えます。これらの小さな形状の変化の合計が、複雑なプロファイルになります。


